鉄骨工事の流れ
行程(1)設計
設計図書を基に工作図の作成及び製作要領書の作成を行います。工作図の作成は、鉄骨製作の入口であり、大変重要な工程で、設計図書に代わり原寸作業や建て方の指示書的役割をも担う工程となります。

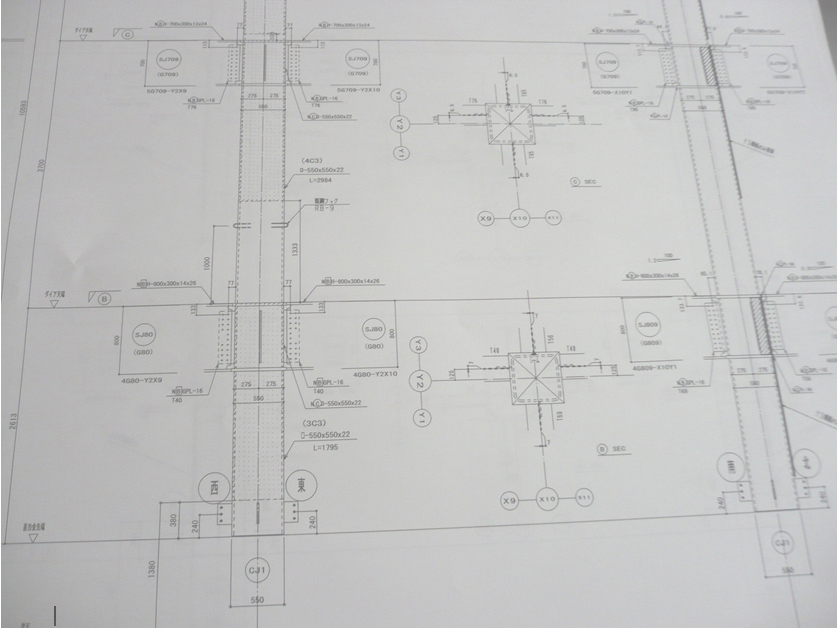
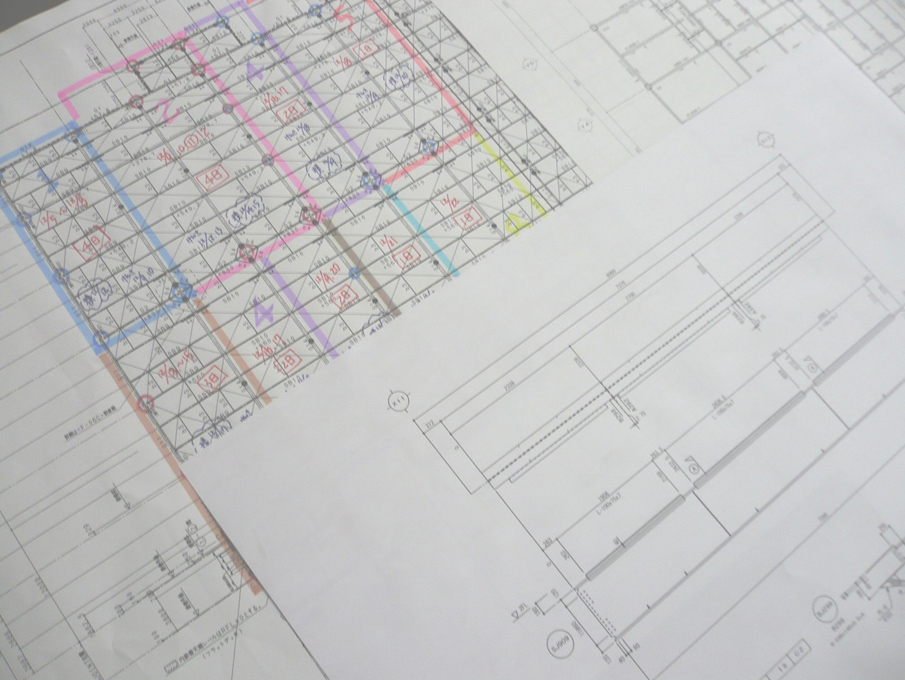
まずは材料の手配を行うため、一般図の梁伏図及び軸組図に着手します。材料が工場に入荷するまでの期間は、一般的な規格・サイズであれば1週間から1ヶ月位で入荷しますが、特殊な規格・サイズの場合は1ヶ月から3ヶ月位を要することもあります。また、材料にはSS材・SM材・SN材といった種類もあるため、工作図をチェックする際のポイントとなります。
行程(2)加工
工程(1)にて作成された工作図及び原寸作業で集められた情報を基に、鋼材の加工を行います。
まず材料受入の際、購入検査を行います。その後、切断加工・孔開け加工・開先加工等を行います。
-

材質検査 -

切断 -

孔開け -

開先 -
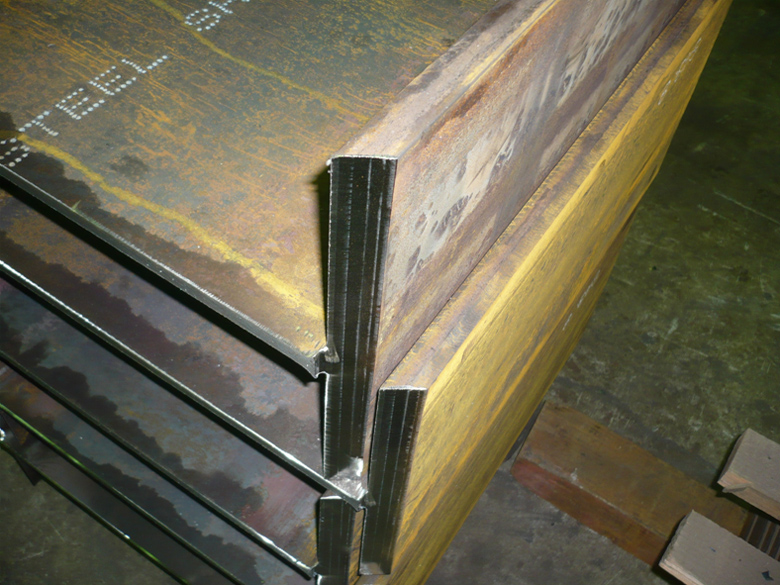
開先
行程(3)組立
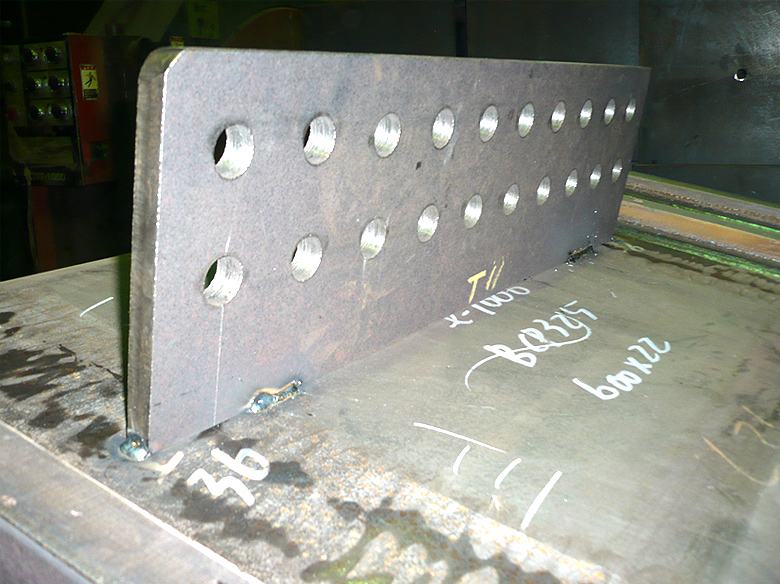
工程(2)にて加工された鋼材を、設計図書および工作図(原寸作業情報)・製作要領書に基づき組立・組立溶接を行います。
組立は、出来るだけ各種の治具を利用し、部材相互の位置を保つ様にし、溶接の変形を少なくするために、適当な逆歪みや拘束を加えます。また、溶接による収縮量を見込んで、出来上がりの寸法形状を正確に保つ様にします。
-
組立及び組立溶接
-

-
-

-

-

-

-

-

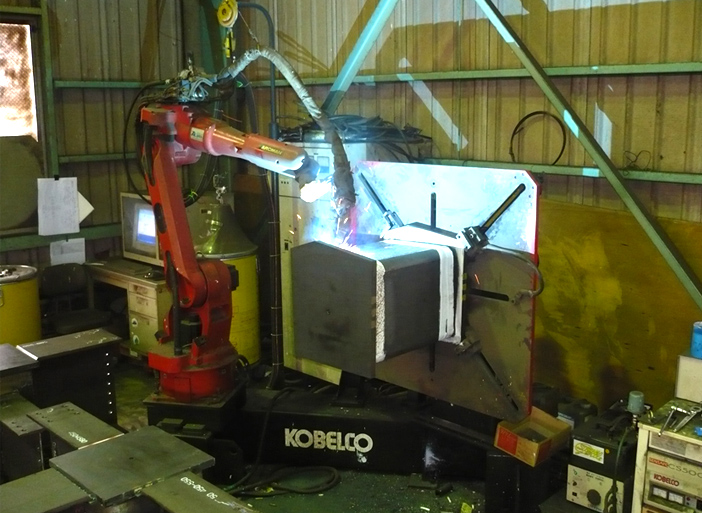
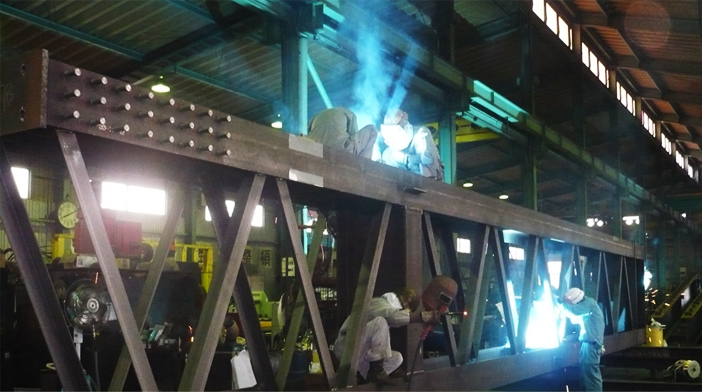
行程(4)溶接
前工程までで組立・組立溶接された工作物の構造上主要な部材及び接合部 の溶接を行います。溶接には、被覆アーク溶接(アーク手溶接)・ガスシールドアーク溶接等 の様々な溶接方法があり、近年ではロボットによる溶接も増えております。溶接方法の選定は、使用される鋼材の種類、機械的性質、溶接性とともに、継手形式、溶接姿勢、作業環境、作業能率、継手の品質などを考慮したうえで適切な方法が選定されます。さらに、それらに適合する溶接機種及び溶接材料を選定して、溶接施工条を満足させなければなりません。
-
溶 接
-

-

-

-
-
行程(5)錆止め塗装
長期間防せい効果を与えることを目的に、錆止め塗装を行います。
塗装の種類も数多くあり、錆止めを施す場所が[屋内or屋外]・[海岸地域or重化学工業地域]等の条件により使い分けます。
特に、耐食性が必要な場合は、亜鉛メッキ処理を施す場合もあります。
-
錆止め塗装
-

-

-

行程(6)搬入・現場組立
工場で製作された製品を大型トラック等で現場まで運搬します。
鉄骨製作工場が、現場組立や現場溶接を行うこともあります。




完成
このように、様々な工程を経て鉄骨工事は終了となり、その後、外装工事・内装工事が施され建物が完成します。鉄骨工事は、人間の骨と同じく外からは見る事が出来ませんが、無くては成り立たない、大変重要な役割を果たします。
宇宙が生んだ究極の作品とも名高い「鉄」は、私たちが住むこの地球の大半を形成し、あらゆる元素として進化を続けてきました。そして、地震大国と呼ばれるわが日本において、その暮らしを守り、より良い未来を創るのも、やはり「鉄」なのではないでしょうか。